In questo articolo analizziamo i metodi e i valori di coppia/angolo per il serraggio delle viti sulle testate motore.
Perchè è importante il corretto serraggio della testata motore?
Tutti noi sappiamo con certezza che eseguire il serraggio della testata motore seguendo le corrette procedure e utilizzando strumentazioni di precisione è molto importante, ma quale è il motivo e quali sono gli eventuali problemi che potremmo incontrare non eseguendo il lavoro nella maniera corretta?
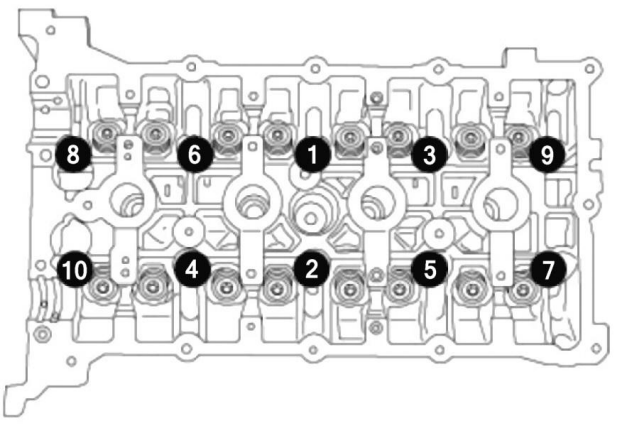
Cominciamo valutando l'importanza della corretta sequenza con cui andremo a serrare le viti, come vedremo dopo nel dettaglio la regola prevede che si parta serrando per prime le due viti centrali per poi proseguire a croce verso destra e sinistra, questa procedura è importante perchè permette di scaricare verso l'esterno le eventuali deformazioni o imperfezioni della guarnizione della testata motore, se facessi al contrario, quindi dall'esterno verso il centro, mi ritroverei con delle "pieghe" e quindi la testata non sarà più schiacciata uniformemente. Il risultato quindi sarebbe la formazione di punti di scarico che possono portare, considerando le alte temperature e le deformazioni dei materiali, a danni notevoli.
Un'altro aspetto da considerare sono le coppie di serraggio, in generale su ogni giunzione bullonata, che sia la testata del motore o un accoppiamento flangiato, precaricare le viti o i bulloni allo stesso valore significa garantire il parallelismo tra le due parti meccaniche, se le due facce non sono accoppiate perfettamente si avranno delle perdite al 100%. Il discorso del parallelismo vale anche, per esempio, nel serraggio dei bulloni delle ruote, se vuoi approfondire questo argomento ti rimando a questo nostro articolo: La Coppia di Serraggio Dei Bulloni Delle Ruote.
La corretta sequenza per il serraggio della testata motore
Come già accennato nel paragrafo precedente esiste una sequenza specifica per il serraggio della testata del motore, come si può vedere dal grafico sottostante si parte dal centro e si continua verso l'esterno incrociando.
1. Verificare che le viti siano in condizioni ottimali, in caso contrario sostituirle;
2. Lubrificare leggermente le viti (anche con olio motore) prima del serraggio;
3. Individuare la coppia avvicinamento (20 25 Nm per viti M10 M12, vedi il penultimo paragrafo per approfondire);
4. Eseguire il serraggio di tutte le viti nella sequenza indicata alla coppia di avvicinamento;
5. Eseguire il serraggio di tutte le viti nella sequenza indicata al valore angolare previsto (se dal calcolo vi risulta 180° eseguire due sequenze a 90° ciascuna);
Classificazione delle viti e rapporto rotazione-precarico
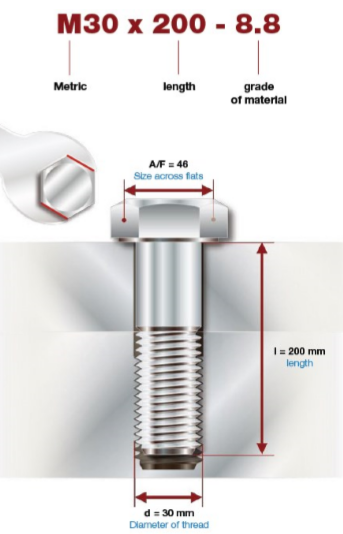 Tutte le viti e i bulloni vengono identificati attraverso una codifica, facciamo un esempio:
Tutte le viti e i bulloni vengono identificati attraverso una codifica, facciamo un esempio:
- La definizione del tipo di filettatura (M corrisponde a metrico);
- Il diametro della parte filettata;
- La lunghezza della parte sottoposta al precarico;
- Il grado del materiale o classe di resistenza, tipiche classi di resistenza per le viti delle testate sono 10.9 e 12.9, vengono sempre più progettate con classi di resistenza personalizzate, anche con range molto ristretti di Rm (Rm è il carico di rottura).
Per determinare il tipo di filettatura è necessario avere un contafiletti, che è anche possibile acquistare sul nostro sito.
Per determinare la lunghezza e il diametro del tirante sottoposto al carico è necessario un calibro.
Per determinare il grado del materiale della vite è più complicato, solitamente è scritto sulla testa della vite stessa, in caso contrario suggerisco di comprare il kit di viti nuove (sarà più facile stabilire il grado attraverso la scheda tecnica), si trovano a prezzi abbordabilissimi su diversi siti, io ho trovato questo per esempio: Viti Testata Motore Varie Marche e Modelli, inserendo marca e modello potete anche verificare quali viti monta la vostra testata motore (lunghezza, diametro, passo filettatura).
Allungamento ΔL del tirante al precarico nominale della vite
| Lunghezza>> | 96mm | 98mm |
163mm |
208mm | 300mm |
| M10 10.9 | 0,316mm | 0,322mm | 0,536mm | 0,684mm | 0,987mm |
| M10 12.9 | 0,379mm | 0,387mm | 0,643mm | 0,821mm | 1,184mm |
| M12 10.9 | 0,317mm | 0,323mm | 0,538mm | 0,686mm | 0,990mm |
| M12 12.9 | 0,380mm | 0,388mm | 0,645mm | 0,823mm | 1,188mm |
Gradi di rotazione per raggiungere ΔL
| Lunghezza>> | 96mm | 98mm |
163mm |
208mm | 300mm |
| M10 10.9 | 76° | 77° | 129° | 164° | 237° |
| M10 12.9 | 91° | 93° | 154° | 197° | 284° |
| M12 10.9 | 65° | 67° | 111° | 141° | 204° |
| M12 12.9 | 78° | 80° | 133° | 169° | 244° |
Scarica la tabella Excel per il calcolo dei valori di coppia e angolo da applicare alle viti
Se diametro e lunghezza delle tue viti non sono in tabella puoi usare la formula per calcolare il ΔL:
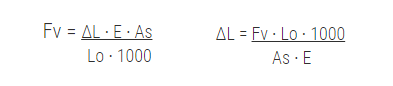
ΔL= Allungamento
E= Modulo elastico (210.000N/mm2)
Lo= Lunghezza iniziale
As= Area resistente
Per esempio:
- Bullone M10x180 10.9
- As: 58mm2
- Lo: 180mm
- Fv: 40KN
ΔL= 0,59mm
E' possibile tramite un semplice calcolo determinare il numero di giri (e quindi i gradi di rotazione) con cui si raggiungerà il ΔL target, vediamo come:
Bullone M10x180 10.9 Passo 1,5
- % di allungamento= 0,59/180= 0,0032 x 100= 0,32%
- % di allungamento 0,32% > Allungamento di 0,59mm > 0,59mm/1,5= 0,4 giri > Rotazione di 144°
Snug-Torque o coppia di avvicinamento
Il valore di snug-torque o di coppia di avvicinamento rappresenta il valore di coppia a cui bisogna serrare tutte le viti prima di procedere con il serraggio ad angolo.
La determinazione di tale coppia non è semplicissima in quanto si tratta di un valore minimo per cui le facce degli elementi da congiungere siano completamente avvicinate tra loro e le viti non possano essere svitate manualmente, tuttavia è possibile dire che per viti M10 e M12 (molte viti delle testate sono in effetti M10 o M12) un valore di coppia di avvicinamento ideale è intorno ai 20 25 Nm, una volta serrate tutte le viti a 20 25 Nm è possibile procedere con il serraggio ad angolo.
Strumentazioni necessarie e conclusioni
Tirando le somme è possibile dire che, prima di tutto, che se è possibile fare riferimento ai valori di coppia e di angolo forniti dal costruttore, tuttavia il metodo appena descritto è molto preciso e dettagliato perchè fa riferimento al reale comportamento che deve avere la vite.
Nonostante con questo metodo si faccia riferimento solamente a valori di angolo, una chiave dinamometrica è necessaria in quanto, prima di iniziare a contare i gradi di rotazione, è prassi portare tutte le viti ad un valore di coppia di setpoint uguale per tutte le viti della testata motore, una sorta di punto zero comune da cui iniare a contare i gradi di rotazione.
Quindi le strumentazioni necessarie sono:
- Chiave dinamometrica con coppia 6-30 Nm o 19-110 Nm;
- Goniometro per serraggi coppia-angolo o pennarello per marcare i riferimenti angolari;
- Lubrificante;
- Viti in condizioni ottimali;
Altri articoli sul serraggio
- Tabella Filettature Metriche - Passo Grosso e Passo Fine
- Tabella serraggio chiave dinamometrica
- Tabella e Calcolo Del Serraggio Viti Testata Motore
- La coppia di serraggio dei bulloni delle ruote
- La classe di resistenza di viti e bulloni - Teoria e calcolo
- Tabella filettature gas
- Tabella dimensioni dadi e bulloni
- Coppie di Serraggio Delle Bici da Corsa e MTB